Érdekességek
Sulaki - 2017-05-20

Már így is lehet...
Számos esetben lehet szükség alkatrészek kisszériás gyártására, amely a
Protoszériákra vagy alacsony darabszámban végtermékekre sorozatgyártás előtti terméktesztelés során, projektjellegű munkákhoz, kis volumenű értékesítés vagy például promóciós ajándékok gyártása során is szükség lehet. Bizonyos esetekben a gyors piacralépést is segítheti, ha a termék adott alkatrészét először nem a tömeggyártás módszereivel hozzuk létre: az Ultimaker például a tavaly megjelent Ultimaker 3 kétfejes 3D nyomtató első darabjait saját gépein nyomtatott filamenttartókkal dobta piacra, amelyeket csak a későbbi szériáknál cseréltek fröccsöntöttre. A nagy gyártó- vagy műanyagipari cégek mellett például a startupok igénylik még jellemzően ezt a szolgáltatást, mivel egy termék fejlesztésekor gyakran először protoszériát gyártanak vagy kisszériás előrendeléseik vannak.
A 3D nyomtató technológiák elterjedése előtt a tömegtermeléshez nagyon hasonló módszerekkel készültek a kis darabszámú alkatrészigények is. Fröccsöntés esetében például annyi különbséggel, hogy a kis széria kivitelezéséhez a fröccsöntő szerszám nem martenzites acélból, hanem alumíniumból készült. Habár az alapanyag így olcsóbb és könnyebben megmunkálható, az elkészítése ugyanolyan bonyolult folyamat, mint a többmilliós sorozatokat is legyártani képes acél szerszámnak. Ráadásul a pármilliós szerszám mellett egy drága fröccsöntő gépre is szükség volt.
3D nyomtatófarmok
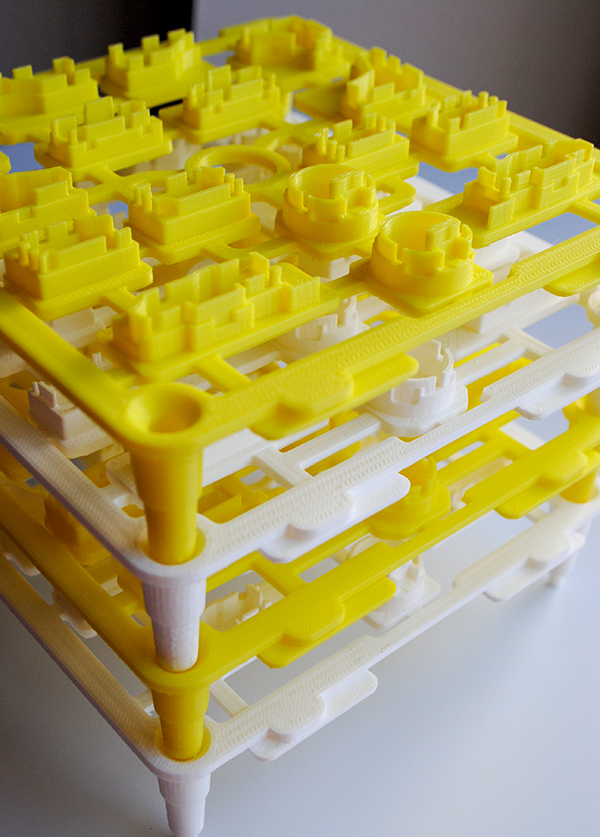
A 3D nyomtatásnak hála sokkal kedvezőbb lehetőségek nyíltak a műanyagipar számára a kisszériás feladatok teljesítésére. A legrugalmasabb megoldás egy 3D nyomtatófarm bevetése. A darabár és az időköltség nem ebben az esetben a legkedvezőbb, azonban ezek a költségek akkor sem nőnek, ha a sorozat minden egyes darabja perszonalizált. Ilyen megoldás például a MakerBot Innovációs Központja, amelyből itthon a FreeDee Printing Solutions műhelyében üzemel egy 11 gépes rendszer. A tucatnyi 3D nyomtatót egy központi rendszeren keresztül egyetlen operátor tudja üzemeltetni. A megoldás keresettségét bizonyítja, hogy a gyártók sorra építenek be a hálózati üzemeltetést könnyítő megoldásokat és például a Formlabsnak is vannak már olyan megoldásai, amelyek nyomtatófarmba integrálhatóvá teszik a nagyfelbontású Form 2 sztereolitográfiás printereket.
Nagyfelbontású, 3D nyomtatott mesterdarabok és vákuumöntés
Mindazonáltal, ha a kisszériánk minden eleme egyforma, akkor érdemesebb a kiemelkedő precizitású Form 2 3D nyomtatót inkább egy vákuumöntő géppel vagy meglévő fröccsöntő gépünkkel kombinálni. A vákuumöntés gyorsabb és olcsóbb, mint a 100-500-1000 darab alkatrész 3D nyomtatása. Mesterformaként egy nagyfelbontású 3D nyomat szolgál, amelyről szilikonból készül a szerszám, egyetlen ilyen szilikonszerszámot pedig akár 25-ször is képes megönteni a vákuumöntő gép. Ezután nem feltétlen azért kell cserélni a szerszámot, mert elkopik, hanem mert kémiai reakció zajlik le a műgyanta (jellemzően kétkomponensű poliuretán) és a szilikonszerszám között.
Nyomtatott protoszerszámok
A Form 2 printer egyik előnye, hogy a sztenderd műgyantákon túl, amely a vákuumöntészeti mesterformákhoz tökéletes, olyan funkcionális alapanyagokkal is dolgozik, mint az
A FreeDee Printing Solutions (G pavilon, 102A2 stand) tapasztalataikra építve az Ipar Napjai során előadást is tart, amely az említett kisszériás megoldásokat is érinti. Azonban a prezentáció ennél jóval szélesebb témát, mégpedig a gyártófolyamatokat hatékonyabbá, olcsóbbá és gyorsabbá tevő 3D nyomtatási és szkennelési gyakorlatokat öleli fel. Az érdeklődők a FreeDee 3D Akadémia oldalán tudnak regisztrálni az előadásra, amely során többek között arra kapnak majd választ a résztvevők, hogy hogyan hozhatja leggyorsabban vissza az árát egy 3D nyomtató és mit érdemes még 3D nyomtatni prototípusokon kívül.
3D
nyomtatási technológiák elterjedése előtt általában drága és nehezen kifizetődő feladat volt. Mára az ilyen feladatok kiszolgálására akár egyetlen ipari printer árából felállíthatunk egy 10 gépes nagyfelbontású SLA vagy FDM 3D nyomtatóparkot, amelyen kedvünkre gyárthatjuk az egyforma vagy akár minden elemében egyedi kisszériákat. Mindazonáltal nem ez az egyetlen megoldás, ha egyforma alkatrészek sorozatáról beszélünk. Hogy mi jöhet még szóba? Az Ipar Napjai konferenciaprogramjában, a FreeDee Printing Solutions előadása során többek között erre is választ kaphatnak a résztvevők.Protoszériákra vagy alacsony darabszámban végtermékekre sorozatgyártás előtti terméktesztelés során, projektjellegű munkákhoz, kis volumenű értékesítés vagy például promóciós ajándékok gyártása során is szükség lehet. Bizonyos esetekben a gyors piacralépést is segítheti, ha a termék adott alkatrészét először nem a tömeggyártás módszereivel hozzuk létre: az Ultimaker például a tavaly megjelent Ultimaker 3 kétfejes 3D nyomtató első darabjait saját gépein nyomtatott filamenttartókkal dobta piacra, amelyeket csak a későbbi szériáknál cseréltek fröccsöntöttre. A nagy gyártó- vagy műanyagipari cégek mellett például a startupok igénylik még jellemzően ezt a szolgáltatást, mivel egy termék fejlesztésekor gyakran először protoszériát gyártanak vagy kisszériás előrendeléseik vannak.
A 3D nyomtató technológiák elterjedése előtt a tömegtermeléshez nagyon hasonló módszerekkel készültek a kis darabszámú alkatrészigények is. Fröccsöntés esetében például annyi különbséggel, hogy a kis széria kivitelezéséhez a fröccsöntő szerszám nem martenzites acélból, hanem alumíniumból készült. Habár az alapanyag így olcsóbb és könnyebben megmunkálható, az elkészítése ugyanolyan bonyolult folyamat, mint a többmilliós sorozatokat is legyártani képes acél szerszámnak. Ráadásul a pármilliós szerszám mellett egy drága fröccsöntő gépre is szükség volt.
3D nyomtatófarmok
A 3D nyomtatásnak hála sokkal kedvezőbb lehetőségek nyíltak a műanyagipar számára a kisszériás feladatok teljesítésére. A legrugalmasabb megoldás egy 3D nyomtatófarm bevetése. A darabár és az időköltség nem ebben az esetben a legkedvezőbb, azonban ezek a költségek akkor sem nőnek, ha a sorozat minden egyes darabja perszonalizált. Ilyen megoldás például a MakerBot Innovációs Központja, amelyből itthon a FreeDee Printing Solutions műhelyében üzemel egy 11 gépes rendszer. A tucatnyi 3D nyomtatót egy központi rendszeren keresztül egyetlen operátor tudja üzemeltetni. A megoldás keresettségét bizonyítja, hogy a gyártók sorra építenek be a hálózati üzemeltetést könnyítő megoldásokat és például a Formlabsnak is vannak már olyan megoldásai, amelyek nyomtatófarmba integrálhatóvá teszik a nagyfelbontású Form 2 sztereolitográfiás printereket.
Nagyfelbontású, 3D nyomtatott mesterdarabok és vákuumöntés
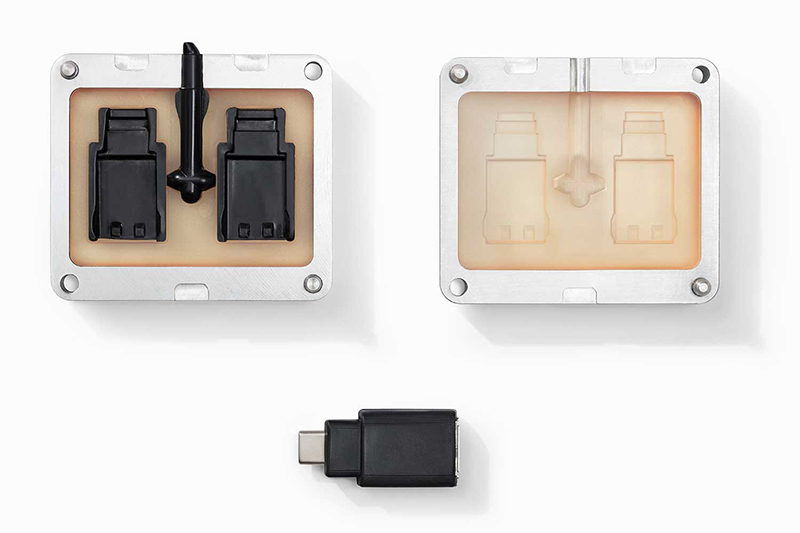
Mindazonáltal, ha a kisszériánk minden eleme egyforma, akkor érdemesebb a kiemelkedő precizitású Form 2 3D nyomtatót inkább egy vákuumöntő géppel vagy meglévő fröccsöntő gépünkkel kombinálni. A vákuumöntés gyorsabb és olcsóbb, mint a 100-500-1000 darab alkatrész 3D nyomtatása. Mesterformaként egy nagyfelbontású 3D nyomat szolgál, amelyről szilikonból készül a szerszám, egyetlen ilyen szilikonszerszámot pedig akár 25-ször is képes megönteni a vákuumöntő gép. Ezután nem feltétlen azért kell cserélni a szerszámot, mert elkopik, hanem mert kémiai reakció zajlik le a műgyanta (jellemzően kétkomponensű poliuretán) és a szilikonszerszám között.
Nyomtatott protoszerszámok
A Form 2 printer egyik előnye, hogy a sztenderd műgyantákon túl, amely a vákuumöntészeti mesterformákhoz tökéletes, olyan funkcionális alapanyagokkal is dolgozik, mint az
ABS
keménységű, a kiégethető vagy a 289 fokig hőálló változatok. Ez újabb lehetőségeket nyit, hiszen a protoszerszámot így már hőálló fényérzékeny műgyantából is lehet nyomtatni, nem muszáj alumíniumból vagy szilikonból elkészíteni. Egy ilyen szerszám tovább bírja a strapát, mint a szilikonszerszám, ráadásul akár termoplasztikus, fröccsöntésben is használt műanyagok is önthetők bele. Tehát a 3D nyomtatott szerszám befogható a nagy fröccsöntőgépbe és akár ABS, polipropilén vagy poliamid alkatrészek is önthetők bele.A FreeDee Printing Solutions (G pavilon, 102A2 stand) tapasztalataikra építve az Ipar Napjai során előadást is tart, amely az említett kisszériás megoldásokat is érinti. Azonban a prezentáció ennél jóval szélesebb témát, mégpedig a gyártófolyamatokat hatékonyabbá, olcsóbbá és gyorsabbá tevő 3D nyomtatási és szkennelési gyakorlatokat öleli fel. Az érdeklődők a FreeDee 3D Akadémia oldalán tudnak regisztrálni az előadásra, amely során többek között arra kapnak majd választ a résztvevők, hogy hogyan hozhatja leggyorsabban vissza az árát egy 3D nyomtató és mit érdemes még 3D nyomtatni prototípusokon kívül.